一旦開始出現震動問題,便不一定能解決。與其暫停生產,這裡提供一種能實現平滑且有效率的研磨方法,直到解決引起振動的根本原因。
原文連結:https://www.mmsonline.com/articles/how-to-reduce-the-effect-of-vibration-in-production-grinding
原文作者:PETER ZELINSKI Editor-in-Chief, 現代機加工車間主編
中文翻譯:砥礪琢磨 編輯部(SEYA擁有中文翻譯所有權,欲轉載至外部網站,請註明出處)
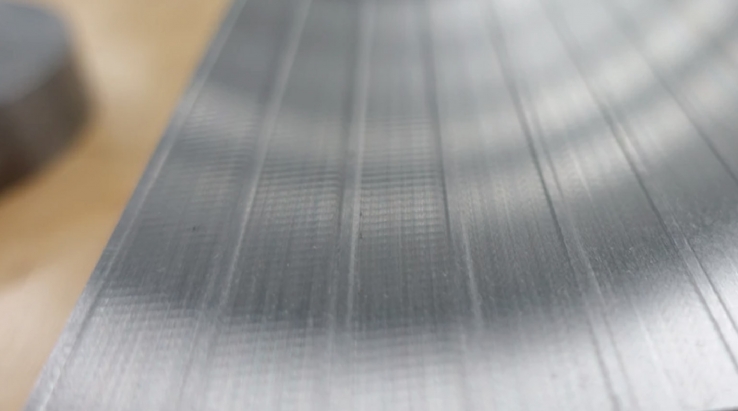
在生產研磨作業中,零件表面上的波紋,是機器或作業程序中出現了振動問題的潛在線索。在檢查時便會感受到這波紋帶來的影響,或者當後段仍有研磨或拋光的步驟時,則需要在去除波紋上花費更多時間。根據砂輪製造商Norton Saint-Gobain Abrasives的說法,透過一點簡單的改變來嘗試解決震動問題是一大重點,也是相當好的態度。
確實,在表面上的那些波紋(通常也稱為震顫)也可能幫助我們進行適當的修正。

▲ 該工件上的表面顯示出振動產生的波紋。波峰的波長(從峰到峰的距離)能為振動的原因提供線索
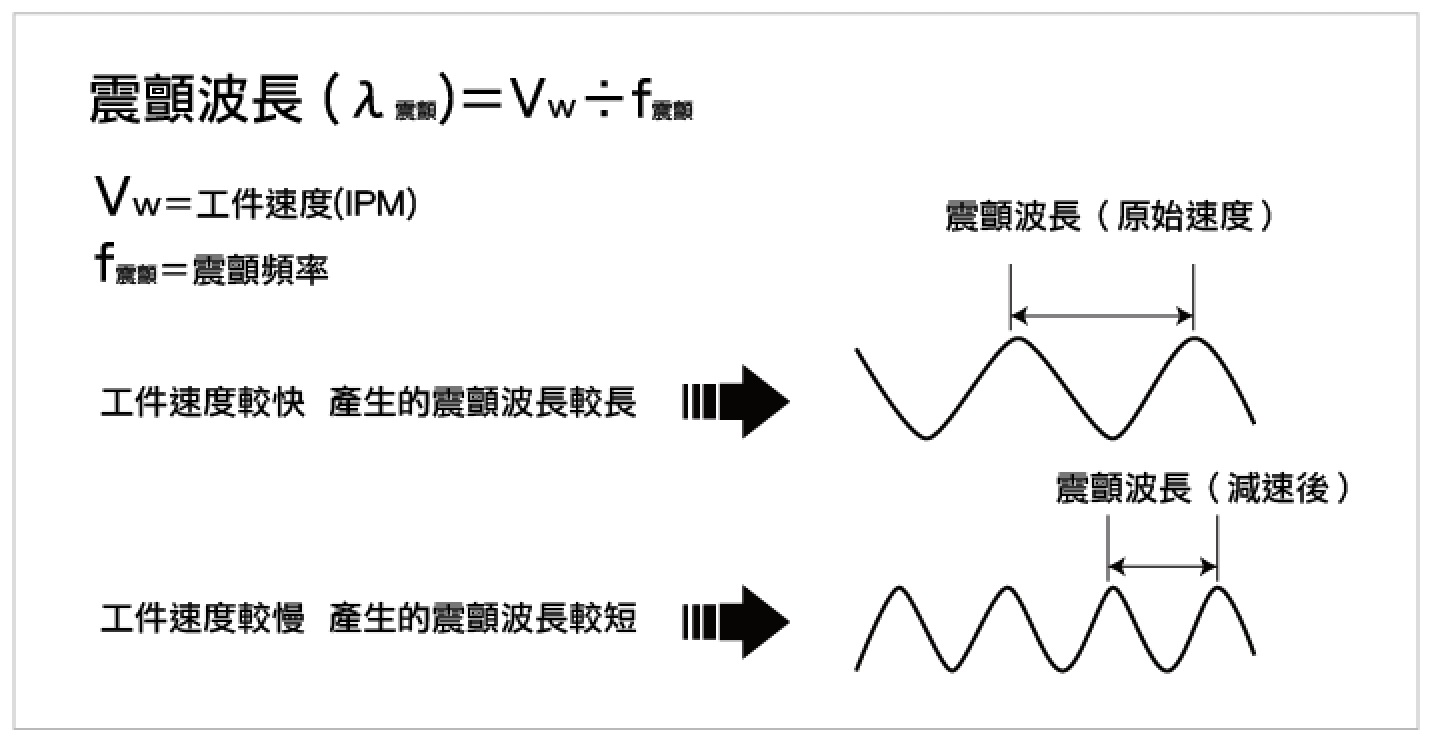
舉例而言,在平面磨床上加工的零件上,振動頻率(每分鐘循環數)等於工作速度(每分鍾英寸數)除以兩個連續震顫痕跡之間的距離(英寸)。以此公式求出振動頻率,如果它與砂輪軸的轉速一樣,則表明砂輪、砂輪法蘭或砂輪軸本身可能是罪魁禍首。更換砂輪、擰緊法蘭螺栓,或者只是改變速度,就足以解決或控制振動問題。
但是在其他情況下(可能涉及機器的其他部件,或者受限於系統的固定頻率),簡單的修復尚不足以充分解決問題。在這些情況下,最好對機器進行維修,並修理任何可能產生振動而影響工件的機器零件。然而,維修需要時間,也意味著將機器必須停止生產。對於需要持續運轉的工廠,就算是短暫休息也不行。
所以研究員們研究證明了一種方法能克服振動的影響,而且不會降低生產率,也無需因維修而停止機器。
後述內容來自 Saint-Gobain 公司的應用程序工程師John Hagan和Mark Martin撰寫,有關「接觸長度理論」技術的論文。通過降低工件的進給速度,同時增加切削深度,可以消除劇烈振動的影響,且不會對總生產率產生任何淨影響。
接觸長度理論
接觸長度理論的目標是,使砂輪與工件的接觸長度,要相對大於受振動影響的表面波長。 當前者相對大於後者時,砂輪便能有效地去除工件上因振動產生的峰谷,使表面也變得光滑,就算振動仍在發生。
當切削深度增加,而進給速度降低,兩者調整到相同倍數時,材料去除率(即生產率)可以保持不變。砂輪接觸長度受制於下切的深度。當然,要增加接觸長度,即需要避免其他不利的影響,例如材料燃燒、工件變形等問題。
通常這需要增加砂輪的切割深度,比標準切割條件還要深才能達到效果。但這仍然避免了這些不良的波紋影響。與此同時,進給速度(或工件速度)影響了部分震動痕跡的波長。速度放慢會縮短波長。當砂輪與工件接觸長度的兩倍,超過震顫波長或表面波紋時,以接觸長度理論來說就能開始測到光滑的表面。
換句話說,減少顫動幅度的條件是: 2 x接觸長度(lc)≥震顫波長(λ震顫)

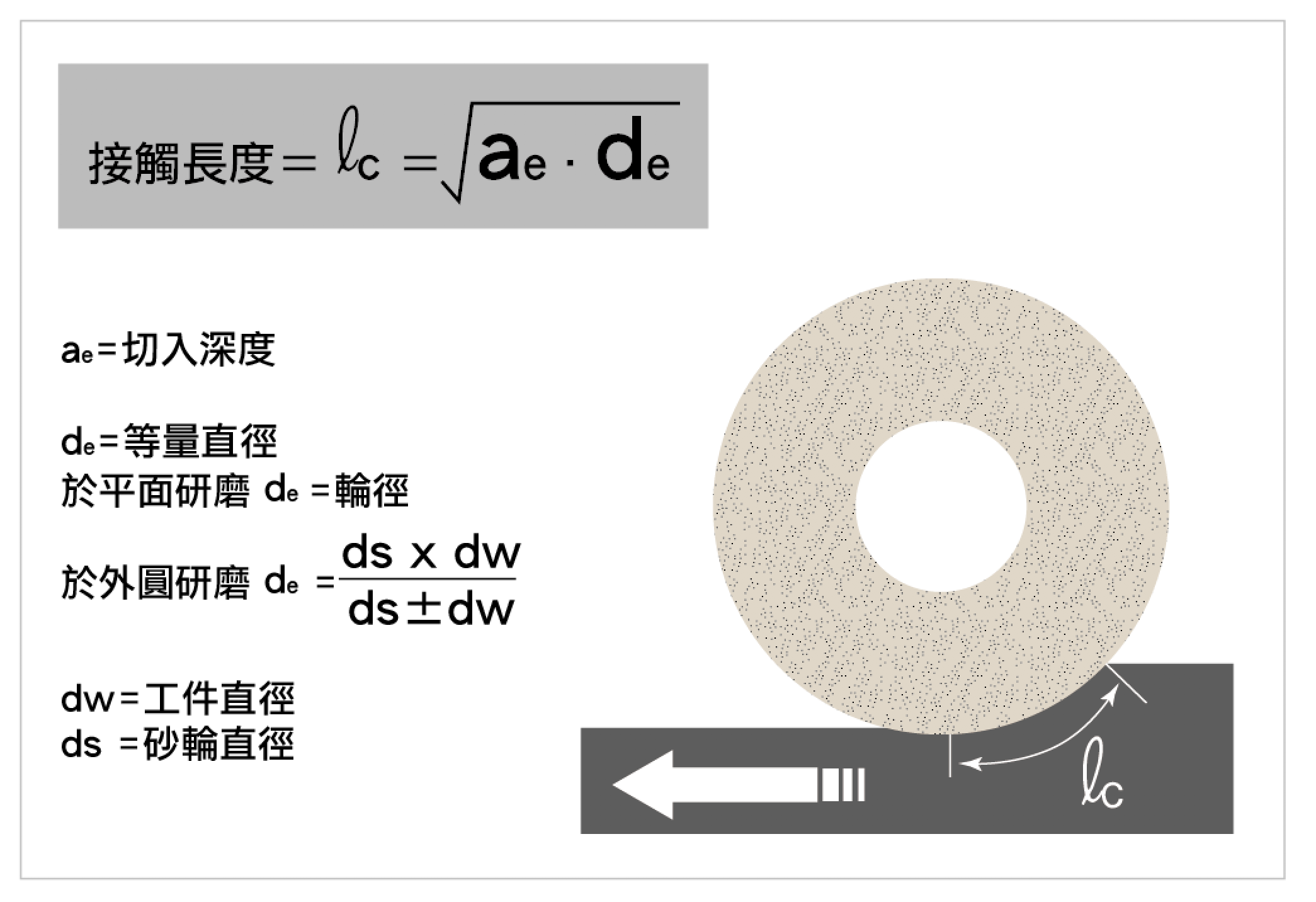
▲定義了接觸長度(lc)

▲定義了顫振波長(λ震顫)
研究人員說,這項技巧並非總能奏效。因為不可能在每個過程中都達到足夠短的振動波長,或足夠長的接觸長度。在這種情況下,唯一的解決方案(也是無論如何都要執行的),就是花一些時間來識別和糾正振動的根本原因。
接下來要提到,在劇烈振動下,接觸長度理論仍能有效加工至光滑表面的情況。
案例分析
這項研究旨在顯示接觸長度理論能減少因振動引起的震顫。研磨測試在馬薩諸塞州波士頓附近的聖戈班希金斯研磨技術中心進行,試驗機是Elb深切緩進/平面磨床。 使用直徑8英寸,寬1/2英寸的常規砂輪進行槽磨。研磨的材料是4340硬化鋼。
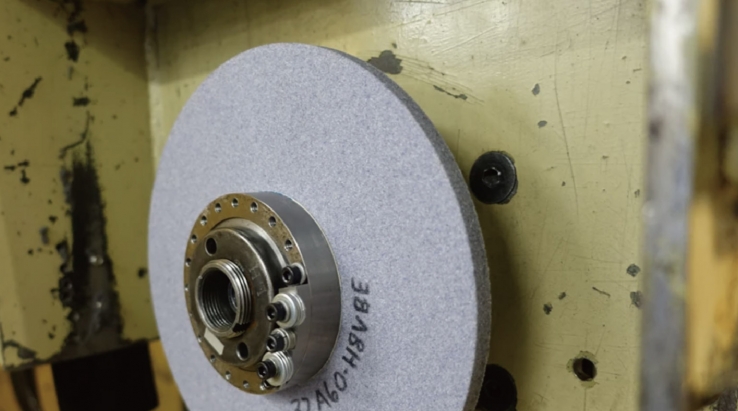
透過在砂輪的一側增加重量,來故意使砂輪失去平衡。在0.00019英寸的位移下測量了由於砂輪不平衡引起的振動。
 ▲在砂輪的一側增加重量,來故意使砂輪失去平衡
▲在砂輪的一側增加重量,來故意使砂輪失去平衡
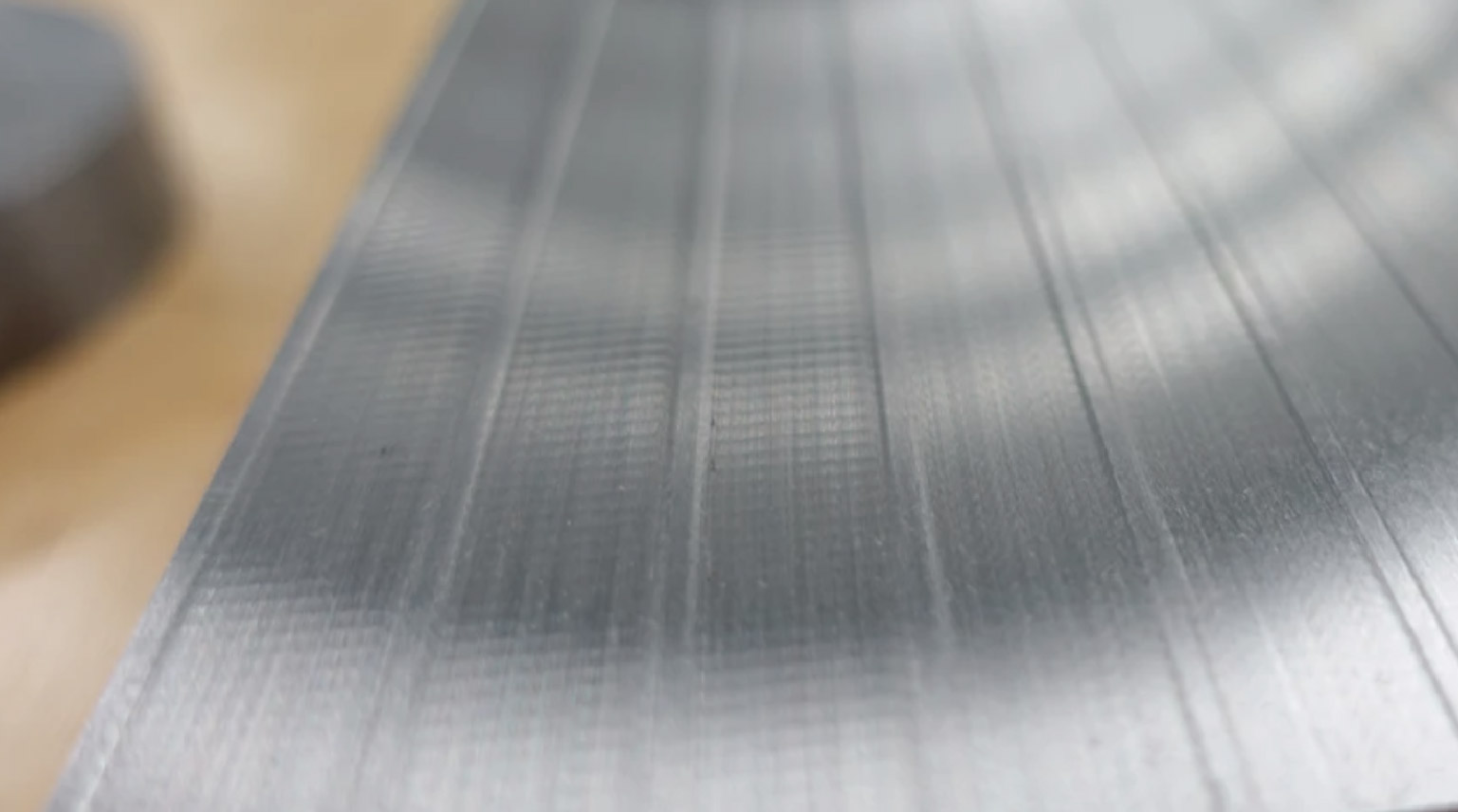
第一次測試以「條件1」磨三個槽,如下圖所示。進給速度為每分鐘120英寸,切割深度為0.001英寸。每槽通過六次,以達到0.006英寸的總深度。材料去除速率為0.12立方英寸/每輪寬。如圖4a所示,在條件1的情況下,工件上所觀察到的波紋非常明顯。
第一次測試以「條件2」磨三個槽,如下圖所示。進給速度降低到每分鐘20英寸,並以0.006英寸的切削深度,一次通過到達總深度。砂輪的不平衡量依舊保持在0.00019英寸。材料去除率也保持不變。但如圖4b所示,在條件2的情況下,工件上所觀察到的振動大大降低。

在第二組條件下的振動幅度為8微英寸,在第一組條件下振動幅度為79微英寸。不平衡狀況維持不變。但儘管不平衡,在符合接觸長度理論下,進行磨削仍可產生光滑的表面,而不會降低生產率。

 ▲研磨測試在馬薩諸塞州波士頓附近的聖戈班希金斯研磨技術中心進行
▲研磨測試在馬薩諸塞州波士頓附近的聖戈班希金斯研磨技術中心進行
研究人員強調,這項技術仍有其局限性。此案例研究僅代表了理想的情況。不可能在每個過程中都使接觸長度大於振動波長的兩倍,更不用説材料去除率不可能沒有任何損失。但若是正確使用,此技巧仍是一種有力的方法。這是一種在持續生產下,得到尚可接受的表面效果的方法,直到能讓機器離線進行維修的合適時機到來。
本文經同意翻譯轉載自MMS網站(https://www.mmsonline.com/)
SEYA擁有中文翻譯所有權,欲轉載至外部網站,請註明出處
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405