
在「砂輪五因子之磨料的種類及選擇要點」這篇文章已有提及砂輪的磨料。
大致介紹了常見的幾種磨料及選擇要點。
其實磨料中除了「磨鐵」及「磨非鐵」的分類外,
還有「一般磨料」與「超級磨料」的差異。
這次將針對兩者來進行差異比較和分析。
一般&超級?
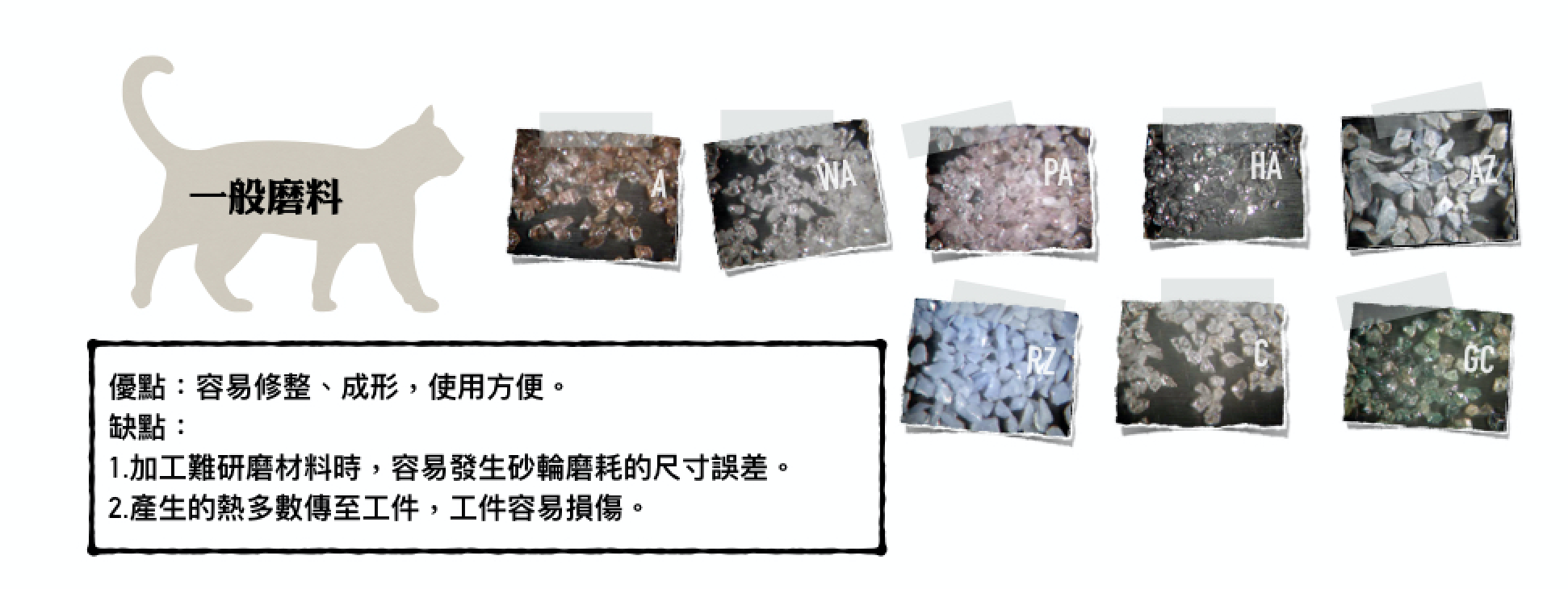
一般磨料在這指的是,以碳化矽系和氧化鋁系為主要成分的一般砂粒。
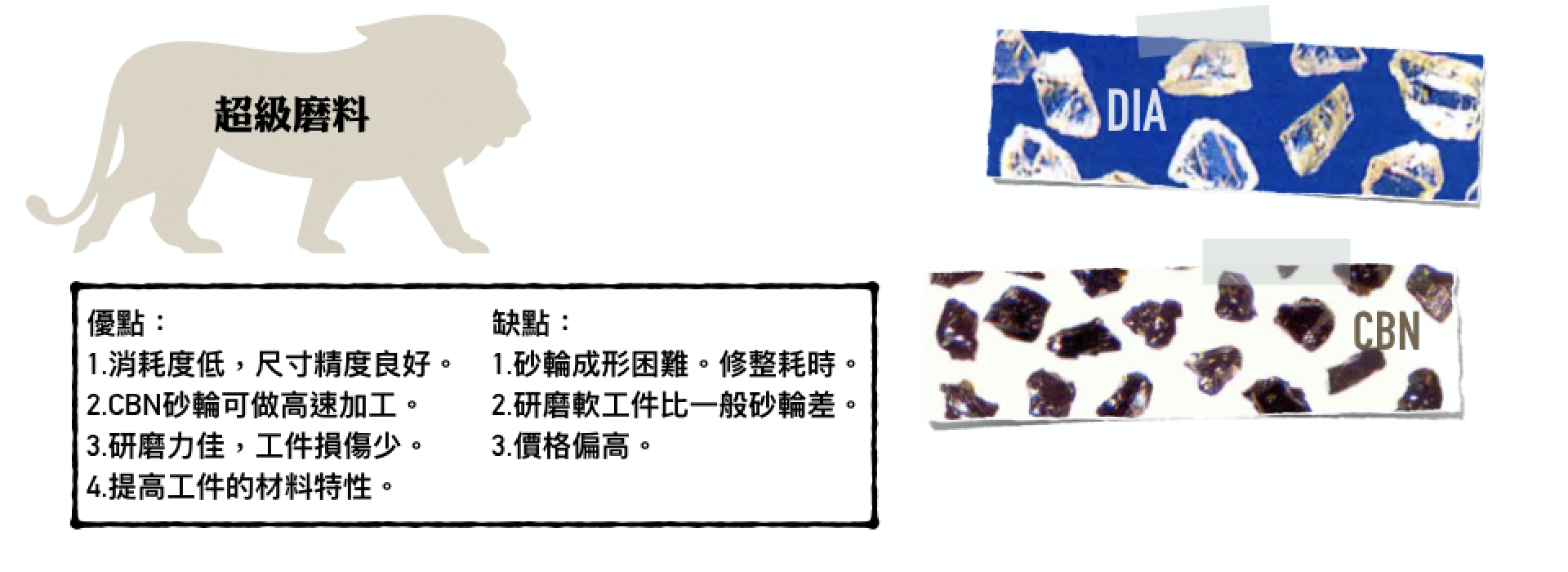
而超級磨料通常則是指高硬度的鑽石以及CBN磨料。
鑽石可視為碳化矽系的最高級,而CBN則是氧化鋁係的最高級。(硬度而言)

優缺點比較
一般磨料:
優點:
1.容易修整、成型。
2.使用方便!價格相對較低。
缺點:
1.加工難研磨材料時,容易發生砂輪磨耗的尺寸誤差。
2.產生的熱多傳導至工件,若排熱不好容易損傷工件。
超級磨料:
優點:
1.硬度高、消耗少、尺寸精度良好。
2.CBN砂輪可作高速加工。
3.熱傳導多往砂輪本身,切削力極佳,工件不易損傷。
缺點:
1.砂輪成型困難、修整耗時。
2.研磨軟工件比一般磨料差。
3.價格偏高。
外觀差異
一般砂輪外觀:
整顆砂輪皆由磨料壓制燒結而成。可成型的形狀多樣。

▲刻溝砂輪可修整至極薄
超級磨料砂輪外觀:
磨料僅僅只有外圈薄薄的一層,內圈則以金屬盤最為常見。
但也有以陶瓷最為內盤的高精度超磨料砂輪。

▲外圈磨料,內盤為陶瓷或金屬。
熱傳導差異
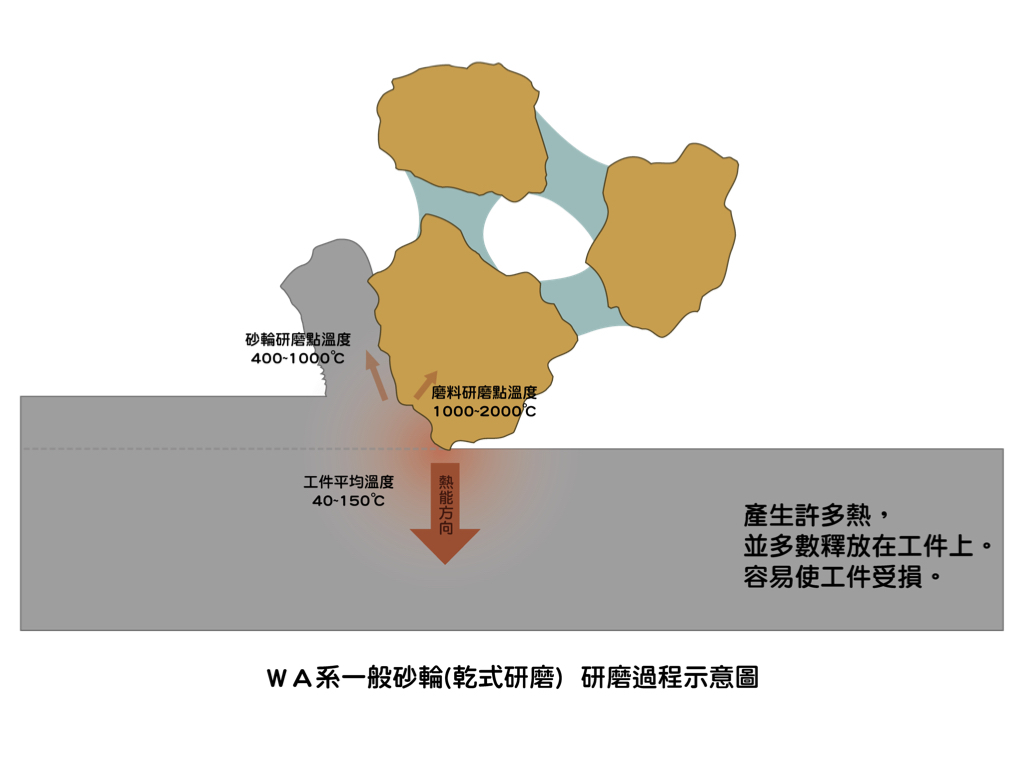
一般磨料及超級磨料有一個特別的差異,就是熱傳導的方向。
研磨時因著摩擦所以會產生熱,而熱的傳導方向會因為磨料特性而不同。
一般磨料的研磨熱,大多會傳導至工件。如下圖紅色箭頭方向。
而過多的熱傳至工件,將容易造成工件燒傷、損害。
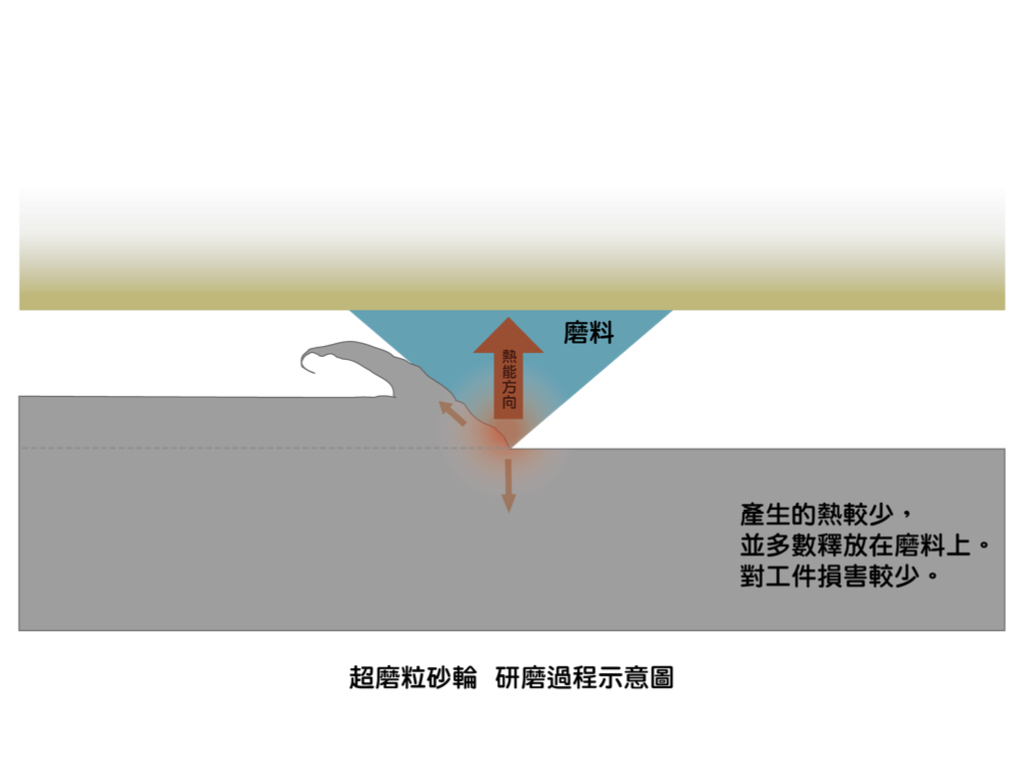
而超級磨料的研磨熱的傳導方向,則多半往磨料方向釋放。
對工件的傷害較少。
但卻也可能因為熱傳導至內盤,導致內盤金屬遇熱膨脹的問題。
(陶瓷內盤可以改善此問題)
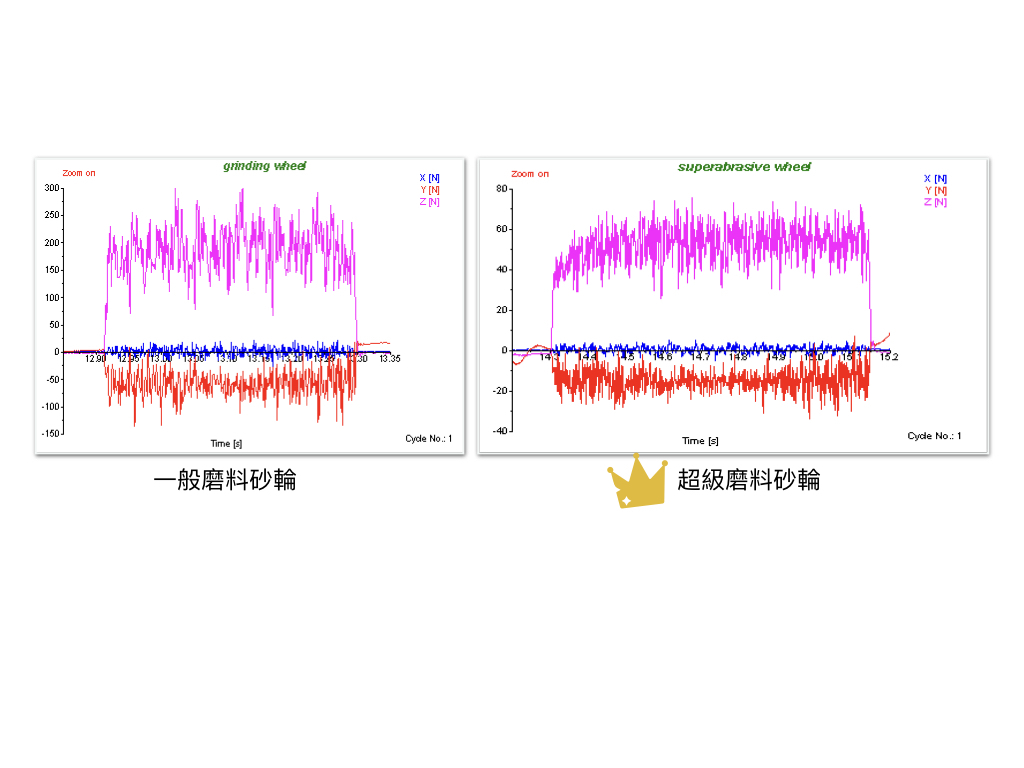
切削力差異
當然,最大的差異自然是因著硬度不同而有不同的切削效果。
超磨料的硬度高,磨削阻力小,切削力強。切削力是一般磨料的2~5倍。
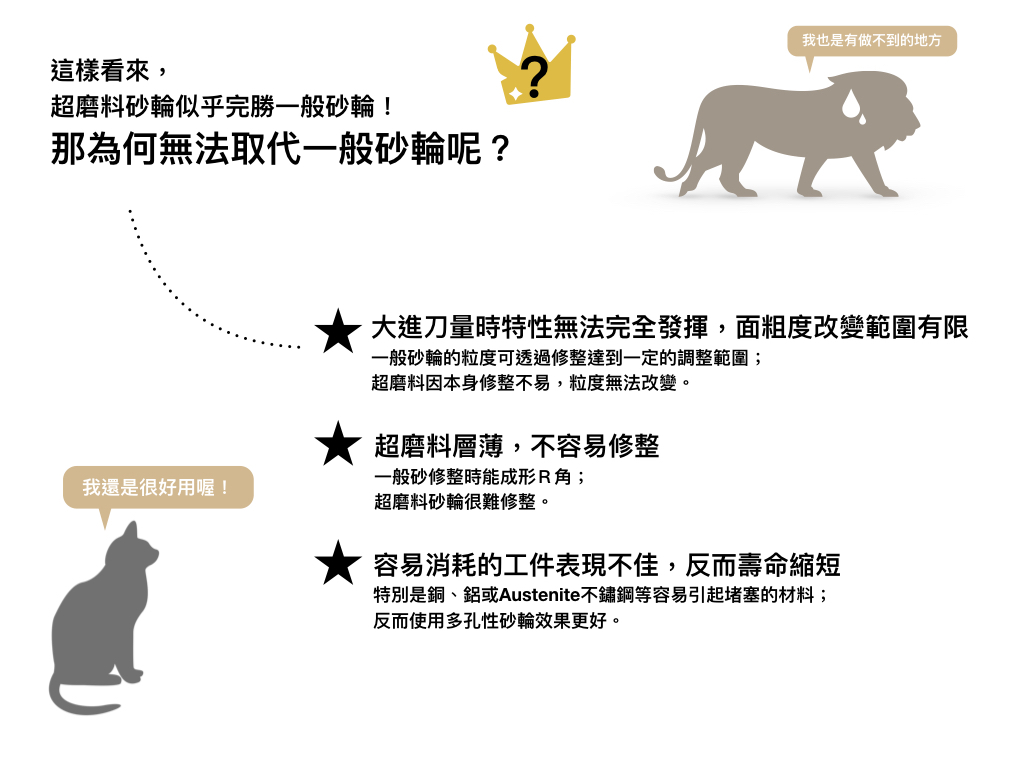
超級磨料完勝???
那為何無法取代一般砂輪呢?
因為各有優缺,在選擇上一樣要針對研磨的工件及條件來進行評估選擇。
1.大進刀量時特性無罰完全發揮,面粗度改變範圍有限
一般砂輪的粒度可透過修整達到一定得調整範圍;
超磨料因本身修整不易,粒度無法改變。
2.超磨料層薄,不容易修整
一般砂輪修整時能成形R角;
超磨料砂輪很難修整。
3.容易消耗的工件表現不佳,反而壽命縮短
特別是銅、鋁或Austenite不鏽鋼等容易引起堵塞的材料;
反而使用多孔性砂輪效果更好。
超級磨料很厲害,但也不是絕對萬用;
一般磨料在合適的製程上也能發揮出不遜於超級磨料的效果。

產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
