
如何提昇打薄砂輪的效率
在電子連接器、半導體等精密模具成型研磨時,常見的一個工藝就是需要將砂輪打薄,然後依各種不同的設計需求,在模塊上切出各種尺寸的精密小槽。
隨著電子產品的輕薄化需求,槽寬也愈來愈窄,砂輪也就需要愈打愈薄,最窄的寬度在0.05mm以下。
因此,可以想見的是,要將砂輪成型到這麼薄,除了對於操作人員的技術要求高外,砂輪的品質,肯定也是一大挑戰。
※常見的打薄方法:
先用面積較大結合式修刀粗打;再用尖端較尖的單點修刀細修。
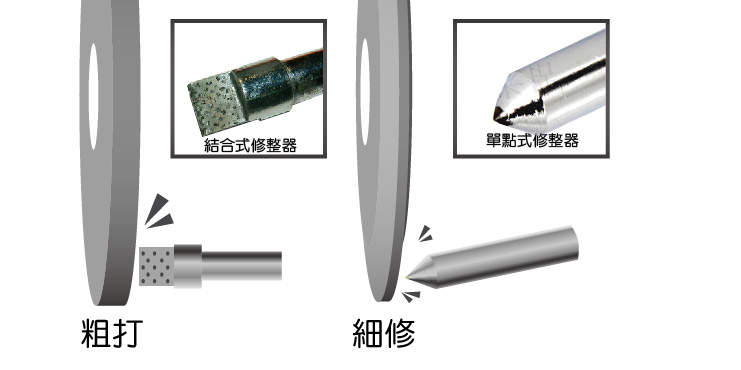
由於大部份砂輪材質較鬆脆,當砂輪較薄時,就不能再使用結合式修刀,因為,結合式修刀接觸面積大、阻力大,砂輪越薄、破碎的風險高!
然而太早更換單點修刀,由於單位時間的去除量少,打薄砂輪的時間就會拉長,不利於加工效率的提昇。
※砂輪轉速的兩難:
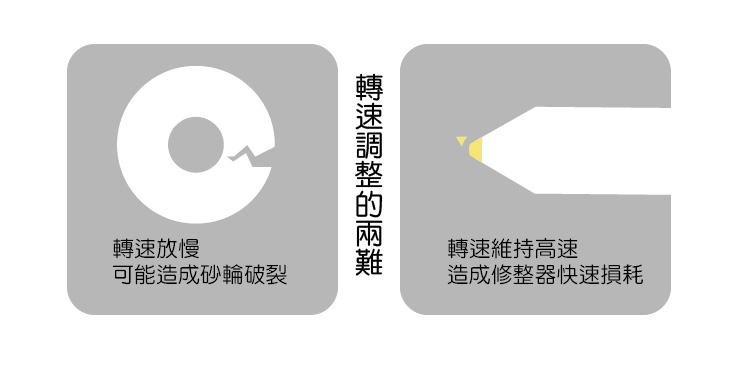
除了更換修刀的時機難以拿捏外,砂輪轉速也是關鍵。
要打薄砂輪,砂輪的轉速不能太低。以外徑180的砂輪為例:粗打時砂輪的轉速一般在2500~3000轉。因為轉速放慢,一般砂輪強度不足結合劑又脆,同樣有容易破碎的風險。
然而,砂輪轉速維持高速進行修整時,鑽石修整工具不但容易耗損快且容易鈍化,修整切削力很快喪失,自然也不利於研磨效率的提高,針對這個問題,我們開發出新式的結合劑,以及獨家的砂輪製造工藝,成功製造出PGG砂輪系列。
解決方案_PGG蟬翼砂輪
不但提昇了砂輪的形狀精度保持力,並且賦與砂輪獨一無二的韌性,可以更大範圍的使用接觸面積大的結合式修刀,單位時間去除量大幅提高。
另外,即使在低轉速500轉,也能進行粗打而不破碎,除了節省修整器的成本外,修整器不易鈍化,研磨效率自然有效提昇!
提升打薄砂輪效率(影片)
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
