
研削研磨基本上屬於單向性切削,要達到鏡面是比較困難的。比較常用的方法是利用游離式的磨料進行多向性的研磨以達到鏡面的成果。但是游離式磨料的移除力較弱,而且大多使用材料如拋光墊或羊毛輪等軟性材料來當作輔具。所以,游離式的磨料拋光法,容易有加工時間太長,以及尺寸精度不易保持等問題。
研削研磨基本上屬於單向性切削,要達到鏡面是比較困難的。比較常用的方法
是利用游離式的磨料進行多向性的研磨以達到鏡面的成果。但是游離式磨料的
移除力較弱,而且大多使用材料如拋光墊或羊毛輪等軟性材料來當作輔具。所
以,游離式的磨料拋光法,容易有加工時間太長,以及尺寸精度不易保持等問
題。要克服這個問題,必須得先從一個重要的觀念開始說起。
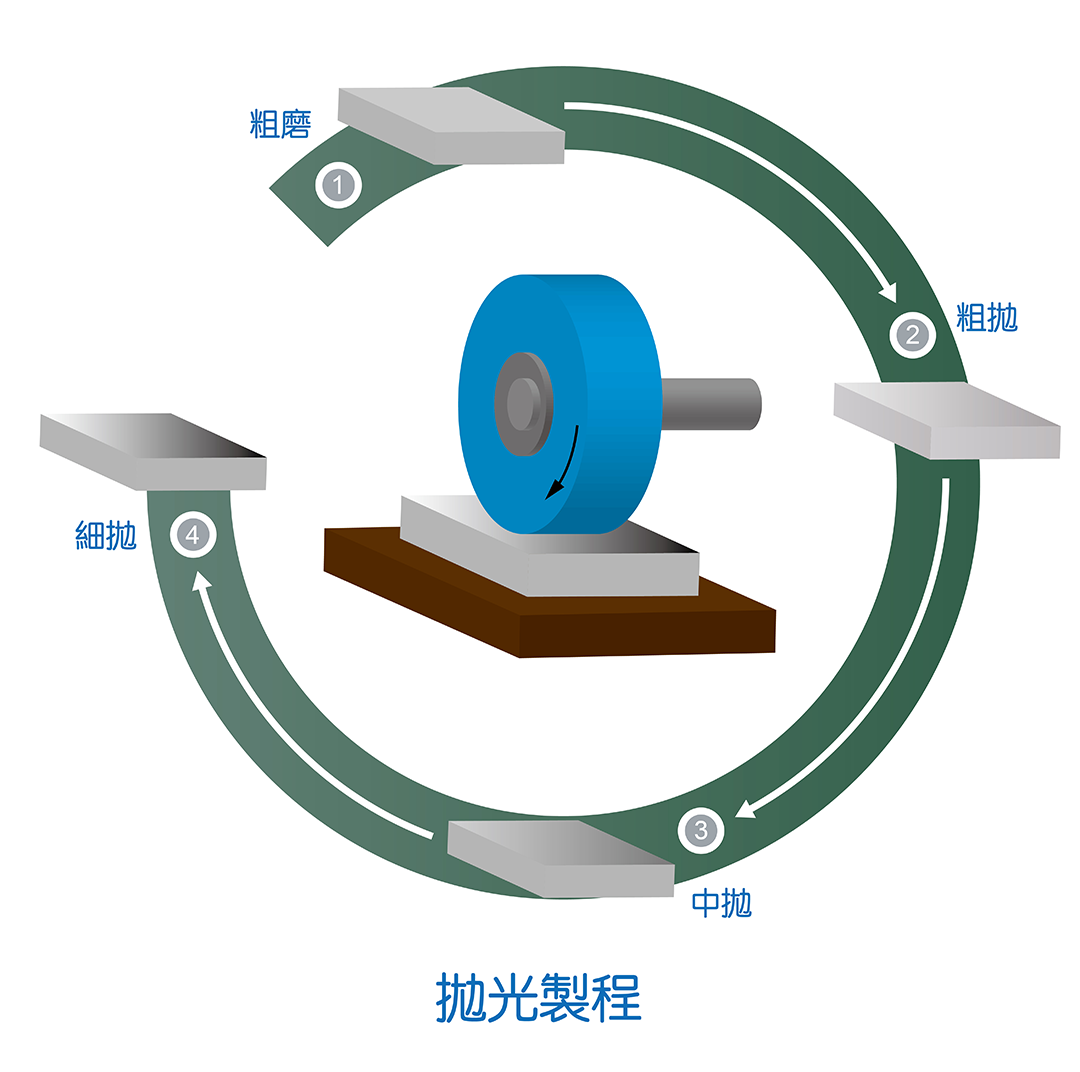
這個觀念就是—鏡面研磨時,到底是粗粒度比較重要? 還是細粒度比較重要?
可能很多人會認為或因成本考量而覺得,粗磨砂輪不需要用太好的砂輪,等到
細磨或作拋光時再用好的砂輪來處理即可,其實這是本末倒置的作法,面粗度
的建構是由粗到細逐層建構,粗磨的砂輪最有切削力,因此扮演了最基礎及關
鍵的角色。
在許多實例可以發現,同樣粒度的粗度砂輪(#60~#100),在同樣條
件下使用,研磨的後面粗度可能差距2~3倍,這對於後段的研磨拋光就有天壤
之別的難度及加工效率差異,因此,在鏡面研磨中,雖然細粒度砂輪很重要但
粗粒度砂輪也扮演了舉足輕重的角色。
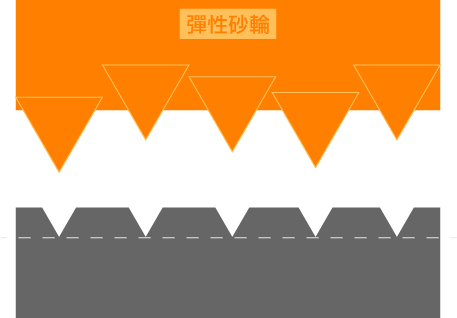
均勻研磨示意圖
研磨的均勻與否,是鏡面研磨中最主要的重點,因為,粗粒度砂輪的研磨能力
最強,如果粗粒度砂輪研磨深度不均,後段的細粒度砂輪也不容易去除解決,
有些人認為粗磨隨便磨,再費功夫拋光即可,然而,雖然產品亮度高了,但深
度不均勻還是存在,因此,造成了性能上的差異


鏡面研磨
鏡面研磨的追求,應該由第一段粗磨就開始評估,而不應該只是在後段細粒度
下功夫。如果將主要的負擔都交給後段細粒度的製程來負責,那麼不但事倍功
半,而且也容易有尺寸精度不佳等問題出現。粗磨也很重要,這可說是鏡面研
磨中最重要且容易被忽略的觀念了。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
