
研削研磨基本上屬於單向性切削,要達到鏡面是比較困難的。
比較常用的方法是利用游離式的磨料進行多向性的研磨以達到鏡面的成果。
但是游離式的磨料拋光法,容易有加工時間太長,以及尺寸精度不易保持等問題,
因為游離式磨料的移除力較弱,而且大多使用材料如拋光墊或羊毛輪等軟性材料來當作輔具。
研削研磨基本上屬於單向性切削,要達到鏡面是比較困難的。
比較常用的方法是利用游離式的磨料進行多向性的研磨以達到鏡面的成果。
但是游離式的磨料拋光法,容易有加工時間太長,以及尺寸精度不易保持等問題,
因為游離式磨料的移除力較弱,而且大多使用材料如拋光墊或羊毛輪等軟性材料來當作輔具。
---鏡面研磨影片---
那麼有沒有可能在磨床上,直接使用砂輪來達到鏡面的成果?
進而同時兼顧尺寸精度、表面粗糙度及加工效率呢?
其實是可行的。雖然有很多因素會影響,但砂輪扮演了其中最重要的角色。
在砂輪的選擇上,關鍵點在於溫度的控制及切削力的保持。

--鏡面滾輪---
既然是鏡面研磨,通常選擇較細粒度的砂輪。
然而細粒度砂輪,通常就代表著切削力不足,容易堵塞。進而造成燒傷,皸裂,甚至橘皮的現象。
如果要解決這個問題,通常會將砂輪調軟。但是如果調軟砂輪消耗快,尺寸精度也就不易控制。
解決方法1
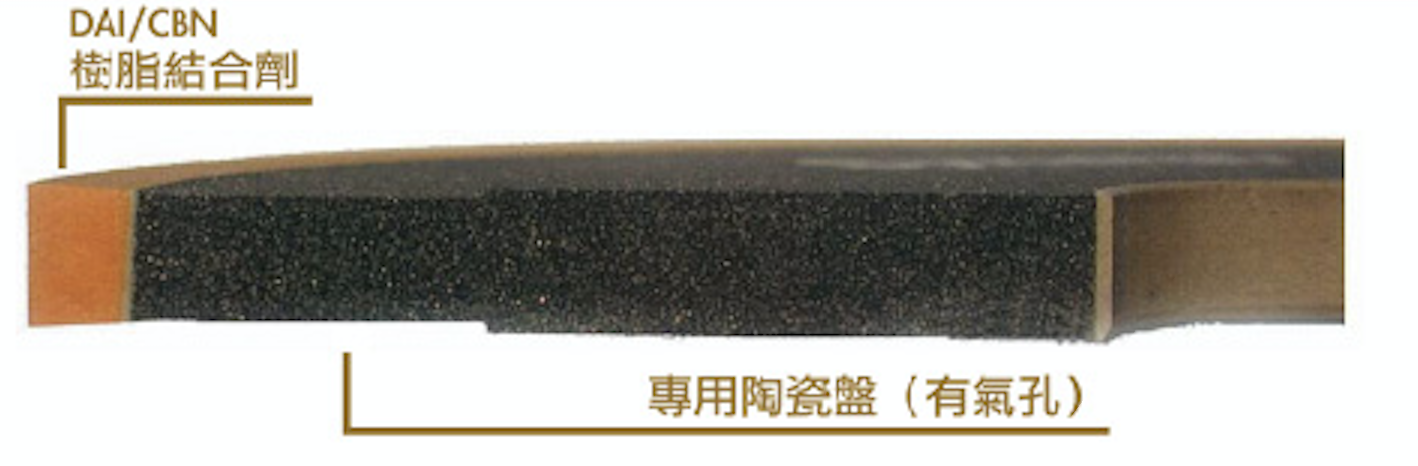
---Synergy天擇砂輪剖面---

---BK鑽石元氣砂輪氣孔圖---
利用細粒度的鑽石或CBN砂輪,但調整設計足夠的氣孔,以解決容易堵塞及不易散熱的問題。
另外要注意的是砂輪內盤以及內盤的散熱效果。
除了砂輪外,還需要注意研削液的種類及過濾系統,磨床的剛性及精度,砂輪的修整及研磨條件。
只有注意上述所有的變數,才能真正達到具有重現性的鏡面研削成果。
解決方法2
利用相對較粗粒度的砂輪,但採用具有彈性的結合劑。
如圖所示,籍由彈性的結合劑作用,
可以讓砂輪中較粗的磨料往後退縮,而達到均勻的研磨深度,
進一步形成鏡面研磨的成果。
除了砂輪外,還需要注意研削液的種類及過濾系統,
磨床的剛性及精度,砂輪的修整及研磨條件。
只有注意上述所有的變數,才能真正達到具有重現性的鏡面研削成果。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678 或 22950405(無心與內外圓研磨諮詢專用)
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
