
想要達到均勻的表面,前段製程非常重要。前段製程若能不產生太深的痕跡或刮痕,後段的細磨,便可以較為輕鬆的提升面粗度。
想要達到均勻的表面,前段製程非常重要。前段製程若能不產生太深的痕跡或刮痕,後段的細磨,便可以較為輕鬆的提升面粗度。
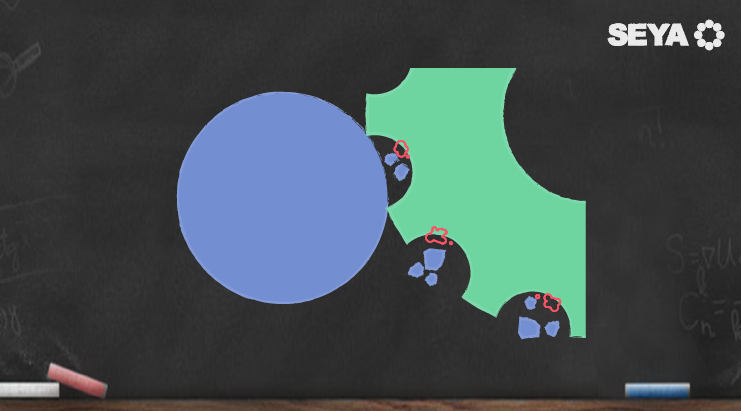
前段製程造成表面深淺不一、不均勻的原因有三:
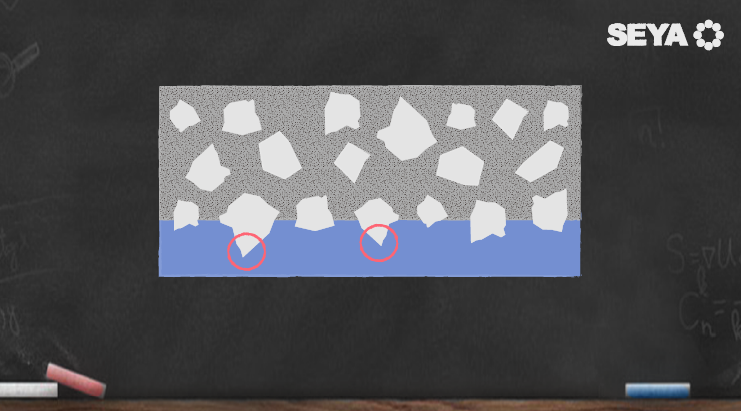
磨粒大小不均:
不均的程度,與磨粒生產的品質有關
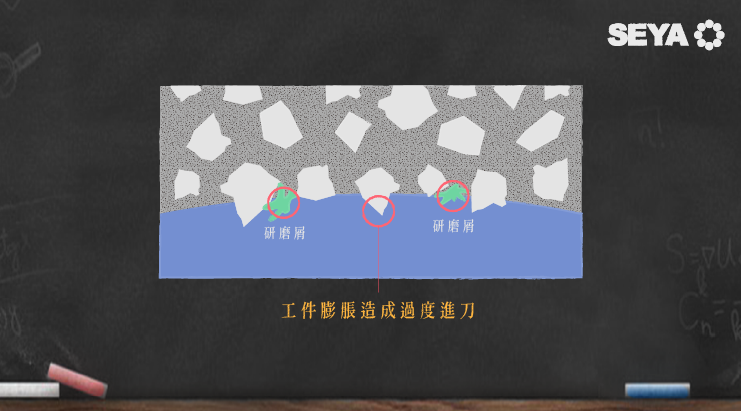
研磨熱膨脹造成過度進刀:
散熱不佳使得工件遇熱膨脹,進刀量相對變大,進而造成深溝。
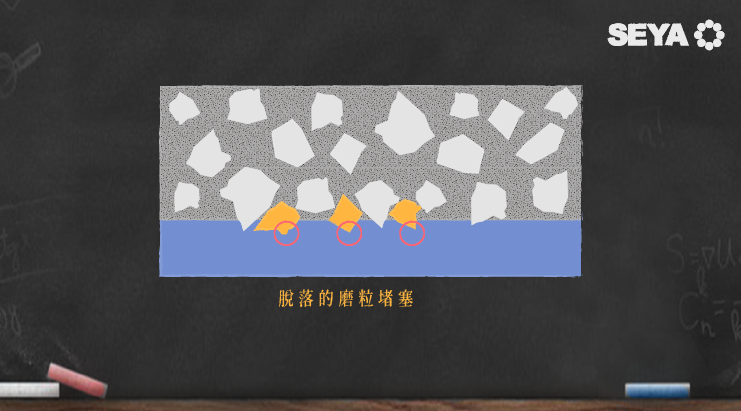
磨粒脫落及碎屑未排除:
因自銳作用或熱熔化產生的碎屑未迅速排除,黏著於工件或砂輪表面,便會產生刮痕。
把握2點原則,能改善以上狀況:
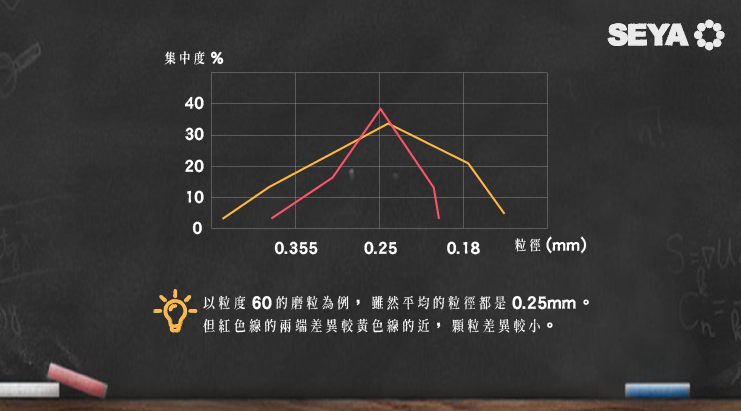
採用高集中度的磨料:
挑選高品質的砂輪,磨粒集中度高、顆粒差距小,刮痕的深淺差距減少
讓研磨熱排出、碎屑有儲藏空間:
足夠的氣孔數可提供脫落的磨粒及碎屑儲藏空間,不滯留在砂輪表面,減少磨料碎屑的刮傷。又,氣孔散熱讓研磨溫度不過高,碎屑不溶解,更容易排除,也能讓工件不遇熱變形膨脹,減少過度進刀的問題。
※補充Tips小知識:
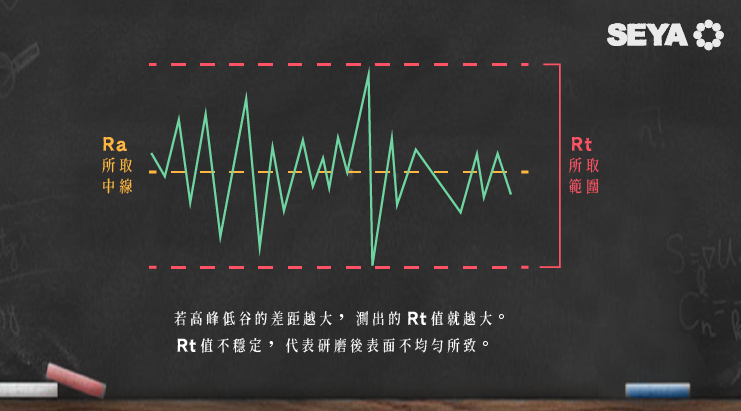
Ra值與Rt值的差異:
一般測試表面粗糙度的數值為Ra,即中心線平均粗糙度,是取曲線的平均值;Rt則是類似Rmax的計算方法,是指在該設定長度內,曲線的「最高峰」至「最低谷」的垂直距離。若高峰低谷的差距越大,測出的Rt值就越大。Rt值不穩定,代表研磨後表面不均勻所致。
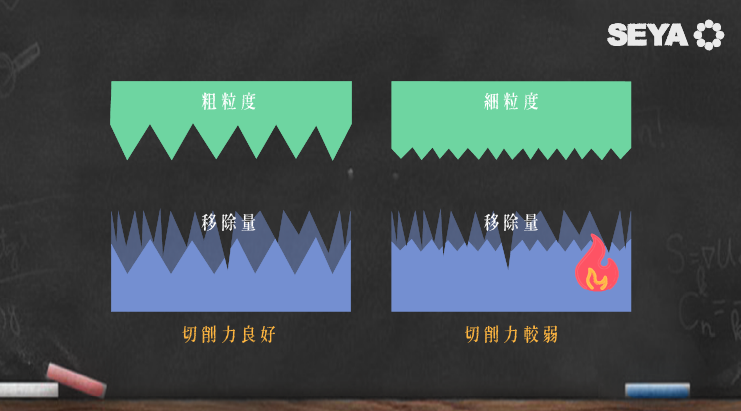
同樣粒度的砂輪,也可能得到不同的面粗度喔!
面粗度除了受粒度(磨粒大小)的影響外,還有組織、結合度...等其他變因。粗粒度砂輪雖磨料大,但切削力好、不易過熱,調整細部規格後,粗粒度(EX:#60)也有可達到與細粒度(EX:#120)一樣的面粗度,甚至更好!

※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
#SEYA生堯砥研 #PT2次元氣砂輪 #內圓磨床 #外圓磨床 #平面磨床 #無心磨床 #研磨熱 #砂輪堵塞 #研磨解方 #生堯技術團隊 #提升效率 #Ra值 #Rt值 #面粗度高 #表面均勻 #獨家技術 #客製化 #銅 #鋁
