
在研磨刀剪類工具時,通常粗磨使用的都是水泥砂輪,因為這類工具需要較大的進刀量來去達到需要的尺寸,但粗研磨使用水泥砂輪會遇到砂輪變形問題,進而使工件過磨。
在研磨刀剪類工具時,通常粗磨使用的都是水泥砂輪,因為這類工具需要較大的進刀量來去達到需要的尺寸,但粗研磨使用水泥砂輪會遇到砂輪變形問題,進而使工件過磨。
在研磨刀剪類工具時,通常粗磨使用的都是水泥砂輪,因為這類工具需要較大的進刀量來去達到需要的尺寸,且硬度多數都會在HRC50以上,工件硬度較高,單次進刀量會在0.1mm-0.2mm甚至更大,在高硬度及大進刀量的情況下會衍生一些問題,以下針對最近客戶提出的問題我們來做更深入的分析。
■客戶問題:
粗研磨使用水泥砂輪而砂輪變形進而使工件過磨
■問題深入探討:
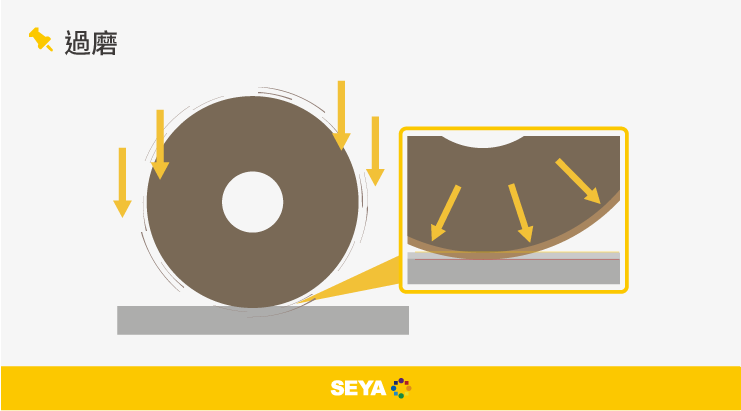
過磨,顧名思義就是過度的研磨,以此次案件的刀剪類工具來說,前端刀刃的平面就是所需要研磨的量,研磨的刃長約在5cm,在研磨的過程中因為離心力及研磨壓力使砂輪厚度變大,會讓刃長研磨到6-7cm,尺寸會不精確。
造成這樣問題的原因,可能是砂輪本身的品質不穩定,水泥砂輪多數以氧化鎂為結合劑,氧化鎂因為會對環境造成汙染,加上國外疫情發生,造成原物料短缺,水泥砂輪越來越難買,在這樣的情況下不免會出現砂輪品質不穩定的問題,若本身結合劑強度不夠再加上水泥砂輪本身是用在大進刀,離心力與研磨加壓力等諸多條件下,會讓砂輪產生往外擴的狀況,厚度變厚研磨就會產生過磨。
■常見辦法:
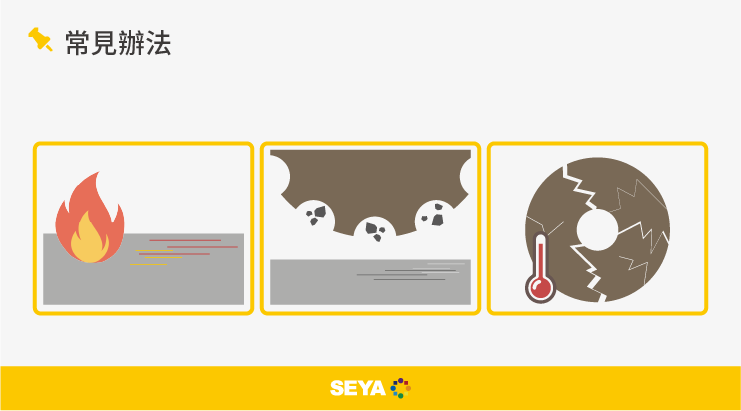
一般客戶的處理方式都會是減少進刀量,或是降低轉速,可以降低消耗速度及砂輪變形,但減少這些條件會連帶降低工作效率,若只是降低轉速,也可能因為砂輪與工件接觸面積變大了,讓研磨溫度提升,容易發生堵塞、燒傷,甚至溫度過高而破裂,並不是最好的解決方法。
■解決方案:
針對這些問題,生堯技術團隊有不一樣的想法,要減少砂輪的變形可能,我們覺得要從結合劑強度去考慮,建議增加硬度,硬度增加砂輪在高速旋轉時整體強度更高,不容易因為離心力或其他壓力而擴大厚度,還有要挑選品質穩定的廠商,品質會影響氣孔的散熱,能夠做出氣孔均勻的廠商,砂輪研磨就不容易發熱,降低變形風險,還有進刀量的控制,氣孔散熱若好,進刀量可以維持不變,轉速稍微提高,一般會覺得提高轉速會提高研磨溫度,但其實這樣能減少砂輪與工件的接觸時間與接觸面積,降低發熱,利用以上這些因素不只避免變形,也能去減少硬度調高後切削力下降而產生研磨熱的問題。
■總結:
目前就市場需求來看,刀剪類工具的產量還是很不錯的,尤其是剝線鉗的部分,因為先前疫情爆發時都採用線上會議,讓國外剝線鉗的訂單量上升,間接影響台灣的訂單量提升,在這次的QA大問答中生堯提出我們的看法,希望以上資訊能對大家有所幫助。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
