
刀剪類工具應用範圍極廣,通常粗磨會使用水泥砂輪,因為需要大的進刀量來去達到需要的尺寸,但常有研磨不鏽鋼類材質容易產生燒傷、砂輪消耗高的問題產生。
刀剪類工具應用範圍極廣,材質眾多,在研磨這類工件通常粗磨會使用水泥砂輪,因為需要大的進刀量來去達到需要的尺寸,單次進刀量會在0.1mm-0.2mm甚至更大,若是處理的材質硬度低韌性高,會出現一些研磨狀況,以下由生堯技術團隊來為大家做實際案例分析。
■客戶問題
研磨不鏽鋼類材質容易產生燒傷、砂輪消耗高
■問題深入探討
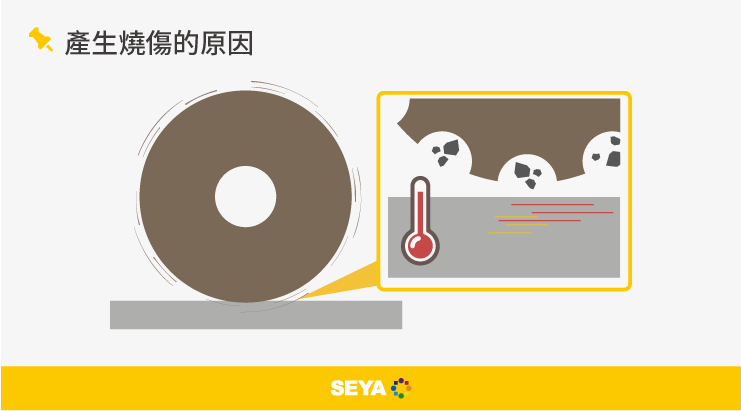
產生燒傷的原因,因為不鏽鋼材質本身硬度較低,但他韌性高且易升溫,尤其SUS440C易升溫的特性更明顯,當韌性高的材質做研磨時產生的屑較黏,容易與砂輪發生沾黏的情形,當砂輪被黏屑堵塞,無法及時排屑,散熱性能下降,連帶會降低切削力,這時候研磨溫度就會提高,最後讓工件燒傷,產生熱變形,兩片刀刃就無法完美配合,降低生產良率。
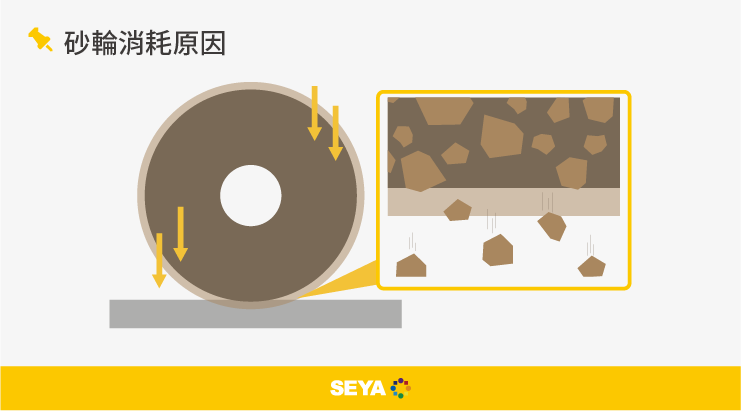
砂輪消耗高,主要也與進刀量、砂輪堵塞有關係,進刀量大,砂輪承受的壓力就大,會加速砂輪自銳作用的產生,磨料持續脫落,就會讓砂輪消耗明顯,加上不鏽鋼的高韌性。

砂輪因為黏屑堵塞時,切削力會下降,為了保持切削力,有些客戶會小幅度修砂,修整其實也是消耗砂輪,整體來說修砂次數越多,砂輪的整體壽命就越低,即使水泥砂輪便宜,但後續處理廢料的費用也是一項成本。
■常見辦法
一般以客戶的角度,處理辦法非常直觀,就是降低進刀量,或是降低轉速,可以降低消耗速度及產生的研磨熱,延長砂輪的壽命,但這樣影響的就是降低工作效率,若為了保持效率只降低轉速,也可能因為砂輪與工件接觸面積變大,砂輪與工件研磨停留的時間變長,反而讓研磨溫度提升,發生堵塞、燒傷,甚至破裂,解決方法應該可以從其他方向去思考。
■解決方案
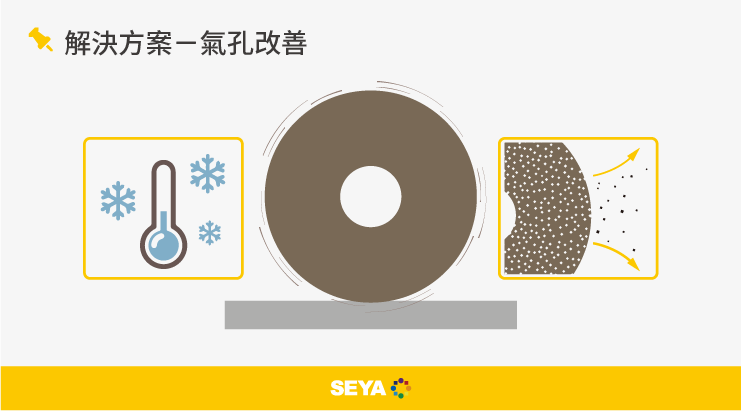
針對這些問題,生堯有不一樣的想法,首先要減少砂輪研磨熱,可以從氣孔去做改善,砂輪的氣孔均勻,砂輪研磨時的散熱點就均勻,降低研磨產生的熱,還可以增強排屑的功能,減少黏屑的產生,但氣孔製作要看廠商的技術而定,所以需要花費時間去定品質穩定的廠商。

氣孔散熱若好,進刀量也可以維持不變,轉速稍微提高,減少砂輪與工件的接觸時間與接觸面積,降低發熱,維持砂輪的切削力,減少砂輪的消耗,一舉兩得,所以除了氣孔的調整以外,也需要從參數去做微調,就可以達到更好的研磨效果。
■總結
一般的解決方法很難達到完美的平衡,所以生堯團隊一直研究該如何有效解決所有問題,換一個角度思考,不被傳統的框架所束縛,我們會一直精進自身技術,希望能為每一位客戶提供量身訂製的建議,希望今天的分享能幫助到大家。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
