
基本上常見的粗糙度都會以Ra為主,因為Ra的測定方式較為平均,且參考數據較多,但還是以用途為主,看每個人習慣不同,使用的表示法也會不同。
首先要先了解表面粗糙度的各種名詞
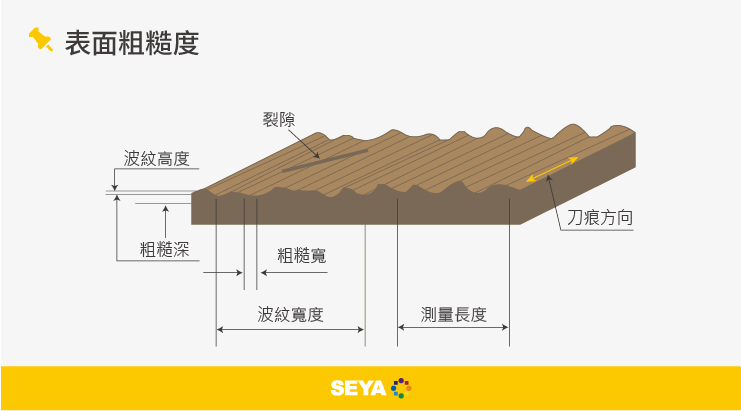
■粗糙深度:切削時刀具尖端或機具振動所造成的單一起伏痕跡的深度。
■粗糙寬度:切削時刀具因為進給而在表面出現連續重複之凹凸形狀的寬度。
■表面波紋:因為機具之剛性不足而振動所產生,表面呈現間距大於粗糙寬度的不規則起伏,通常以週波式出現。
■波紋高度:波紋在平面上起伏最高到最低的距離。
■波紋寬度:相鄰兩波紋的間距。
■刀痕方向:紋路的方向,由刀具痕跡或表面晶粒所產生,依不同加工方法有不同的刀痕方向。
■斷值:指定工作表面之高頻率波紋與低頻率波紋的界限,此界限稱為截 斷值,以 mm 為單位。
■基準長度:若表面波紋以一定長度呈週期性的變化,只要選擇表面上的部份並以此長度為截斷值進行測量,可得到整個表面代表性的粗糙度,此長度稱為基準長度
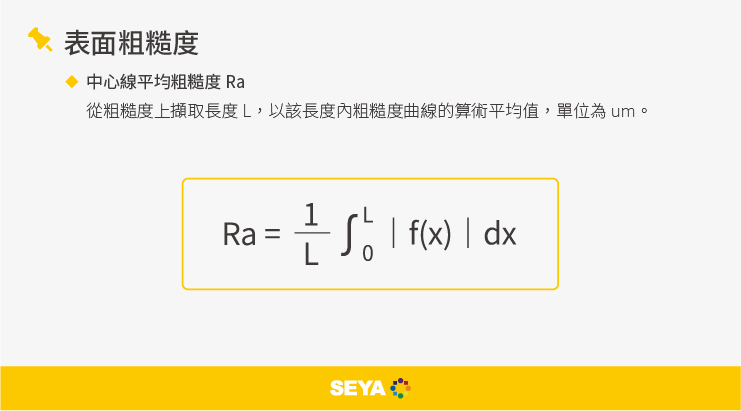
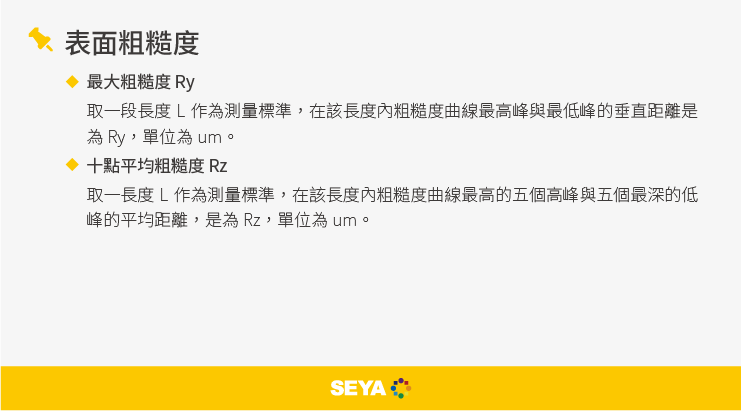
■表面粗糙度:表示表面粗糙度的度量,以µm 為單位。常用的有中心線平 均粗糙度Ra,最大粗糙度Ry,以及十點平均粗糙度 Rz 等三種表示方法。
基本上常見的粗糙度都會以Ra為主,因為Ra的測定方式較為平均,且參考數據較多,Rz與Ry擷取的數據都以最大和最小為主,所以準確度相較Ra低,但還是以用途為主,看每個人習慣不同,使用的表示法也會不同。
希望以上資訊能對大家有所幫助!
另外圖面的表示法可以參考:
https://www.keyence.com.tw/ss/products/microscope/roughness/line/flow.jsp
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
