
前一篇有跟大家簡單分享塗佈模頭的粗磨常見問題,如果前段製程都做得很好,但在後段製程出現問題,那就會前功盡棄。
前一篇有跟大家簡單分享塗佈模頭的粗磨常見問題,如果前段製程都做得很好,但在後段製程出現問題,那就會前功盡棄,重複加工花費的時間及成本太高了,所以針對精磨常出現的問題,由生堯技術團隊來為此問題做個分析以及分享解決方案。
■研磨問題:
精磨時的震動及重現性。
■問題深入探討:

首先先看重現性的部分,重現性意指在重複的加工中,每一次研磨完成所得出結果的相符程度,重現性越高,代表砂輪研磨時越穩定,當砂輪研磨狀況不穩定時,最先影響的就是工件的尺寸精度,而後影響了整批工件的良率,而砂輪要保持一定的穩定,除了砂輪本身以外,工作的環境,震動的產生,甚至到了需要極高精度的環境,甚至連氣溫都會影響研磨的結果,所以為什麼研磨的學問如此之深,就是因為研磨會被影響的因素太多,而震動算是較為常見且容易發生的影響因素,主要是因為砂輪的切削力下降,可能是砂輪堵塞,可能是砂輪沒有修整完全,都是有可能的,如何讓鏡面研磨順利,也是我們接下來的主題。

■常見辦法:
為了提高砂輪的穩定性,一般都會選擇降低進刀量,降低轉速,減少砂輪發生震動的可能性,雖然理論上是這樣沒錯,但這樣就是捨棄了工作效率,每一個工件降低效率所損失的成本,加總起來必定也是不少的數目,且直觀所認為的降低轉速,我們認為並不完全正確,降低轉速,意思就是讓砂輪與工件的接觸時間加長,且接觸的面積也會增加,在這樣的條件下,反而會增加研磨所產生的熱,效果並不完全。
■解決方案:
提到砂輪穩定性,首先一定要挑選高品質的磨料,磨料的品質高,壽命會延長,切削力也會較好,先解決因為切削力不足所引起的研磨震動,而且高品質的磨料顆粒差距較小,所造成的研磨痕跡深淺差異也會縮小,得到更高的加工精度,並選擇本身具有良好自銳性的磨料,能自行依研磨程度進行破碎自銳,重新恢復磨削能力,保持砂輪切削力。
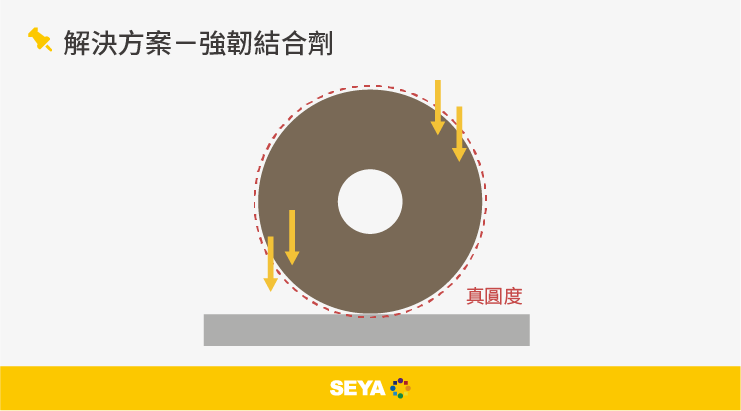
再來是需要有強韌的結合劑,結合劑強度高,可以維持砂輪形狀的保持力就高,減少因為壓力而讓砂輪產生的形狀磨耗,當真圓度失去時,鏡面研磨的精度就不會準確。
所以整體的建議會是在選擇砂輪時要特別注意以上兩點,兼具兩種性能的砂輪,就可以在鏡面研磨的加工上得到很好的成績。
■總結:
綜上所述,鏡面研磨是一項精度非常高的加工,所以對於砂輪及環境的要求也會相對較高,環境的部分我們不易做更動,至少在砂輪及建議參數上我們可以提出解決方案供大家參考,希望今天的分享能夠提供一個方向,對大家有所幫助。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
