
在研磨的製程中有很多需要注意的重點,幾乎是沒有一個環節可以忽略的。
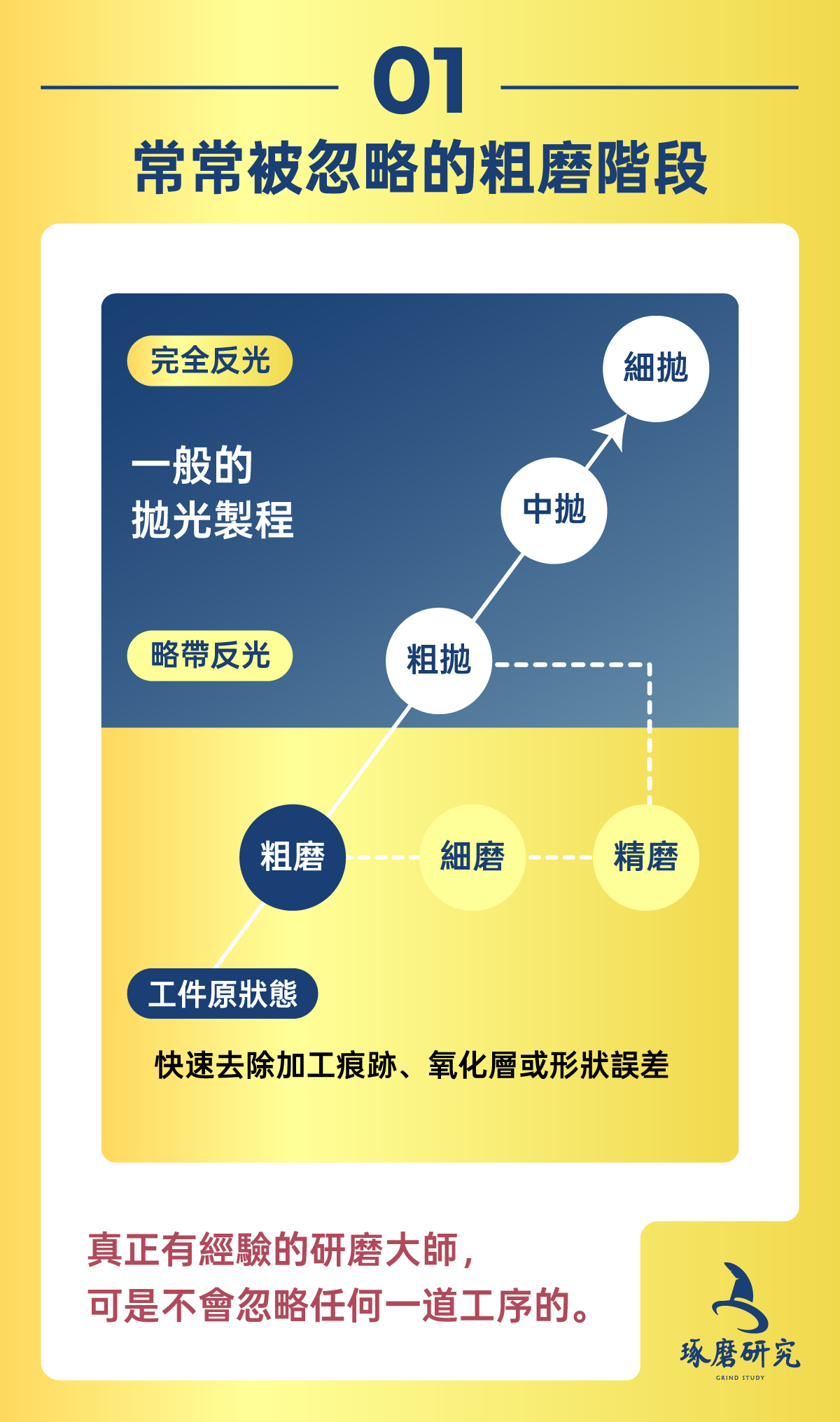
常常被忽略的粗磨階段
總有個迷思是:
「後面要求面粗度的階段再來好好拋就好,前段的粗磨不重要。」
確實,最後能達到細緻面粗度的是細拋階段。
一般都會這樣覺得:
「前段不管面粗度多粗,後面的細拋都應該會將表面給磨平對吧!」
但真正有經驗的研磨大師,可是不會忽略任何一道工序的!
可能有很多人會認為粗磨階段不需要用到太好的砂輪,也或許是成本上的考量。
不過真的等到細磨或拋光階段時再用好的砂輪來處理,就會發現想補救已經為時已晚了。
鏡面研磨的起點:粗磨砂輪
面粗度的形成是由粗至細、逐層累積建構而成。
而粗磨用的砂輪具備最強的切削力,是確保研磨效率與後續精度的重要基礎。
許多實際案例中都可以發現,同樣粒度的粗粒度砂輪 (#60~#100),
在同樣條件下使用,經過研磨後的面粗度可以差距高達2到3倍。
這樣對於後段的研磨拋光階段就會出現極大的加工效率差異和難度,
因此,在鏡面研磨中,細粒度砂輪固然重要,但粗粒度砂輪同樣扮演著不可或缺的重要角色。

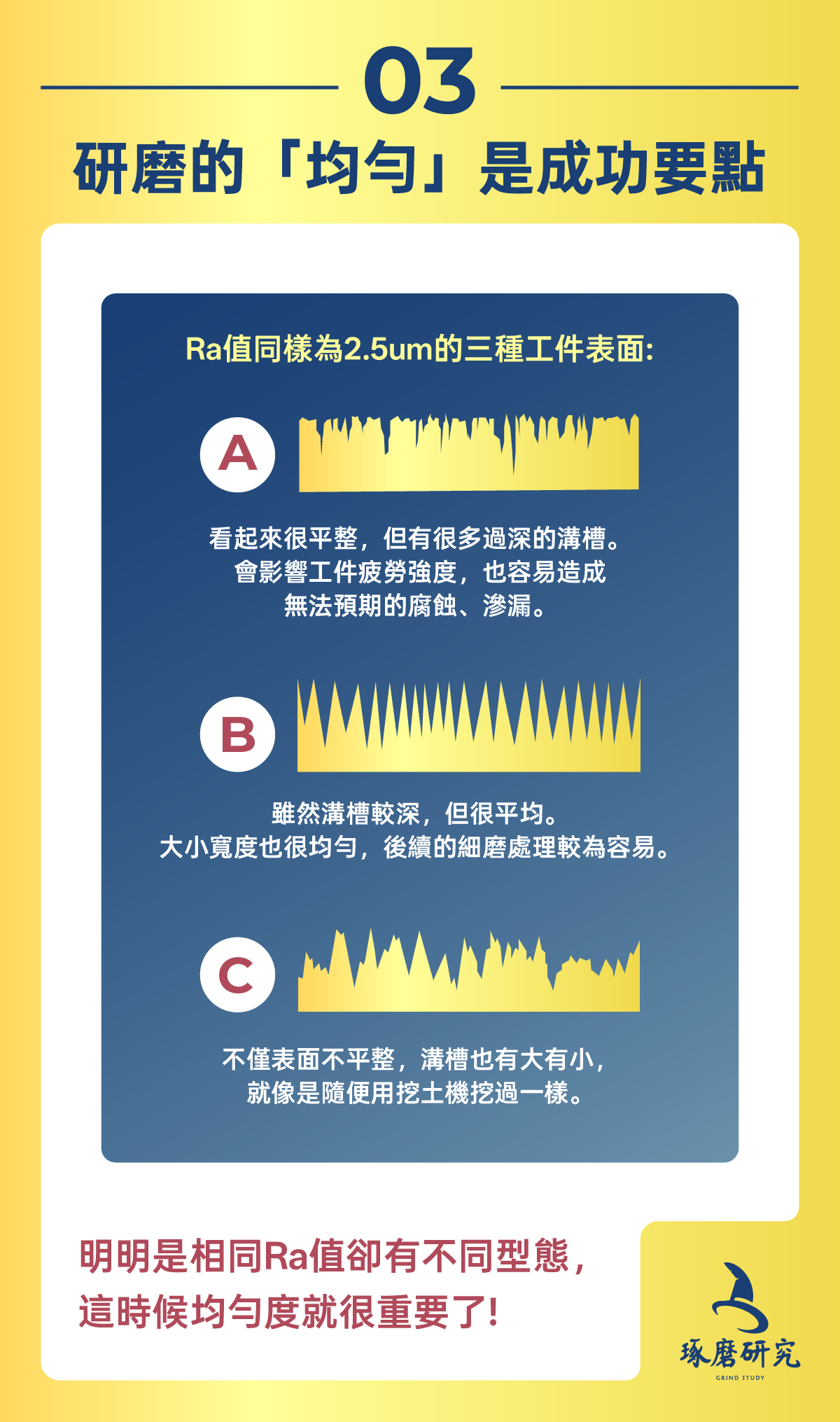
研磨的「均勻」是成功要點
由於粗粒度砂輪在初步加工中去除量較大,一旦研磨深度不均,後續細粒度砂輪也難以完全修正,進而影響整體加工品質。
有些人認為粗磨可以隨便處理,只要後續多花點功夫拋光就能補救。
但事實上,粗磨階段若產生深度不均,即便成品看起來還行,但問題仍然存在,最終會導致加工性能的差異。
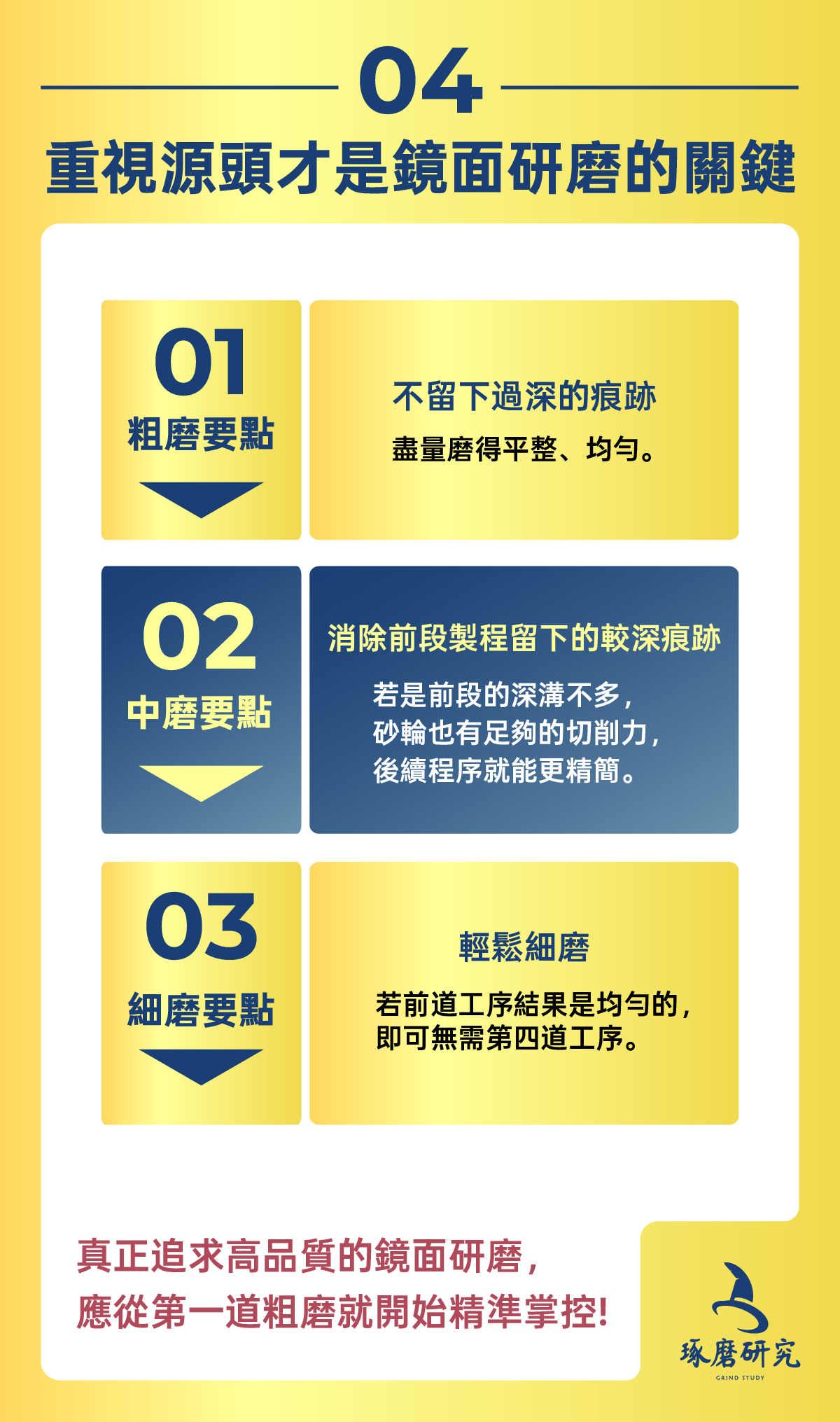
重視源頭才是鏡面研磨的關鍵
真正追求高品質的鏡面研磨,應從第一道粗磨就開始精準掌控,而不是僅依賴後段細粒度砂輪來彌補。
粗磨階段的重要性往往被低估,然而,它其實是鏡面研磨中最關鍵、也最容易被忽略的一環。
唯有從源頭重視,才能真正提升整體加工品質。
.png)
琢磨研究是一個分享鏡面加工、難加工材料與穩定研磨製程的技術平台
